Drill Bit Manufacturing Process and Industry Regulations
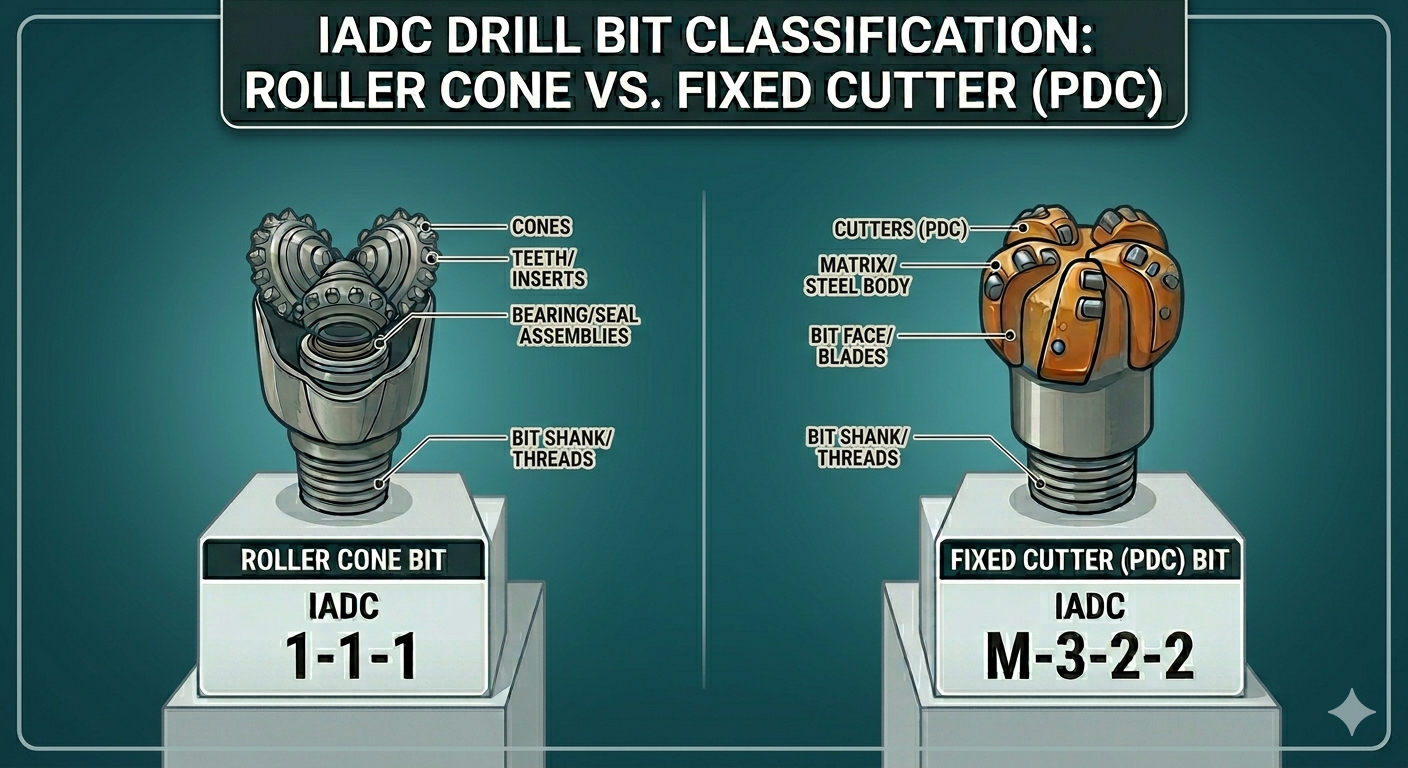
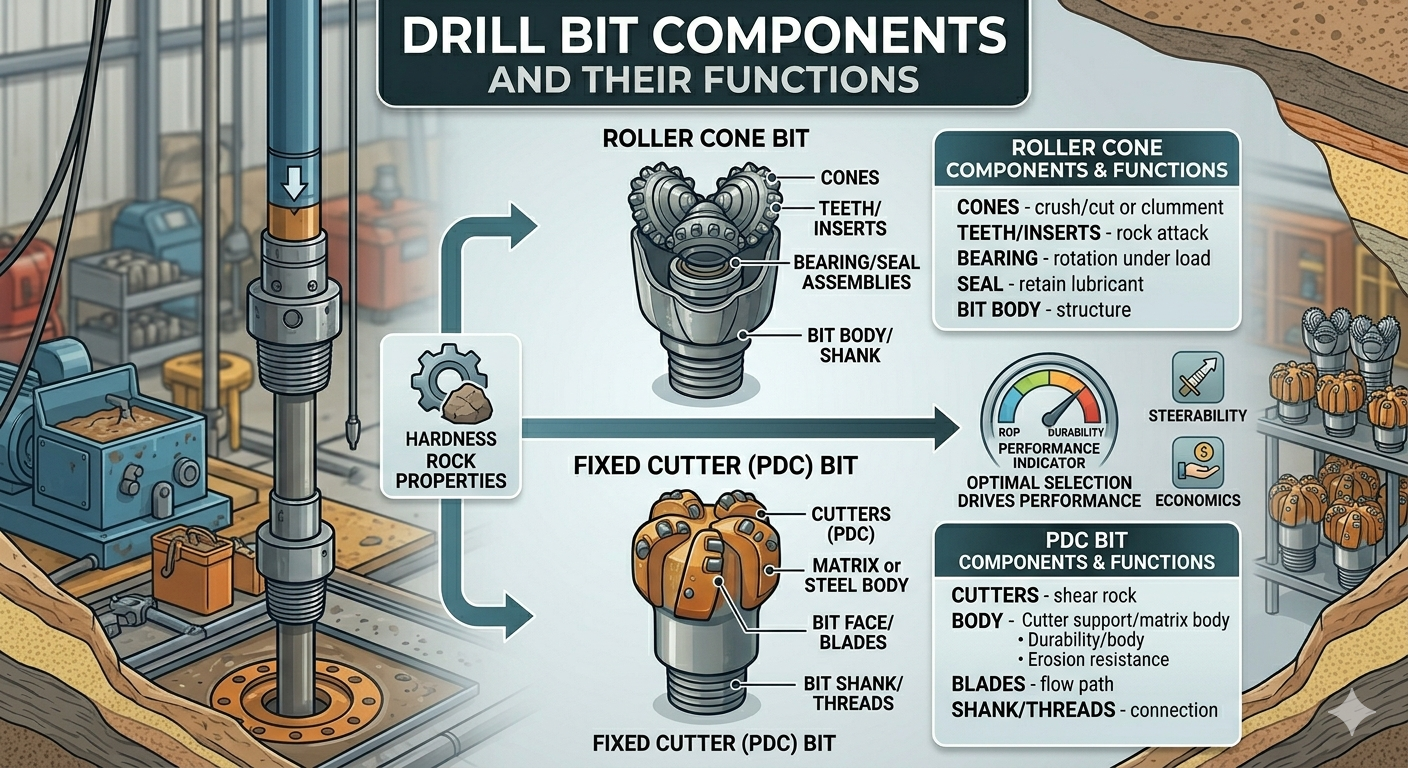
Drill bits fall into fixed-cutter (like PDC bits) and roller-cone bits. Fixed-cutter bits have a solid steel or carbide body studded with polycrystalline diamond compact (PDC) cutters. Roller-cone bits have three rotating cones with steel teeth or tungsten-carbide inserts that crush and grind formation; they are versatile for softer or mixed formations. Bit bodies may be steel or all-carbide (“matrix”) constructions. Roller-cone legs and cones are forged from low-alloy steels – the legs must be machinable, weldable, and hardenable for structural strength, while cones are case-hardened for abrasion resistance. Tungsten carbide (WC) is the principal material for all cutting elements: PDC bits embed a WC substrate beneath the diamond layer, and roller bits use WC inserts and hardfacing to protect bit surfaces. Synthetic diamond (PDC) is produced by HPHT sintering diamond powder onto WC so that a superhard diamond table is metallurgically bonded to a tough carbide backing. These advanced materials (diamond and carbide) combine extreme hardness with sufficient toughness to survive downhole impact and wear.
1. Manufacturing Lifecycle
Share Your Thoughts and Additional Information
Design & Simulation: Bit designs begin with engineering and digital modeling. Engineers use CAD/CAE tools and hydraulic/bearing simulations to optimize cutting geometry, balance, and hydraulics. Some companies employ digital twins of the bit and drilling conditions to predict bit behavior and rapidly iterate designs.
Body Fabrication: Roller-cone bit bodies are typically forged and machined from steel. Cones and legs are CNC machined, then heat-treated. Legs are generally case-carburized and tempered to gain wear-resistant surfaces on the journals and high tensile strength at the shank.
Fixed-cutter bit bodies follow two routes: a steel-body PDC bit is machined from alloy steel and heat-treated, while a matrix-body PDC bit is made by powder metallurgy. In matrix bits, a blend of tungsten-carbide powder (often with Co or Ni binder) is placed in a graphite mold and infiltrated by a low-melting alloy (e.g., a Cu–Mn–Zn alloy) to form a coherent carbide body. This process yields an extremely hard, wear-resistant WC matrix that holds the cutters (natural-diamond gauge protectors are often brazed on the outer diameter).
Cutting Element Production: PDC cutters are manufactured by high-pressure, high-temperature (HPHT) sintering of diamond grains atop a WC substrate. The result is a dense intergrown diamond layer bonded to carbide. Cemented carbide inserts for roller bits are made by powder pressing and sintering of WC with cobalt. The WC/cobalt microstructure yields the required hardness and fracture toughness.
Cutter Attachment & Assembly: Once cutters are ready, they are attached to the bit body. PDC cutters and gauge diamond buttons are usually brazed into pre-machined pockets on the bit shell. Tungsten-carbide inserts are press-fitted and brazed into the teeth or blades of the bit. Roller bit legs and cone journals are precision assembled with bearings and seals. Hydraulic nozzles are welded or brazed in place to direct drilling fluid. After assembly, bits may receive additional hardfacing weld overlays on the gauge rows of roller bits to resist abrasion.
Heat Treatment: Steel components undergo carefully controlled heat treatments to achieve the proper case hardness and core toughness. Roller cones are carbonitrided or carburized (often around 900–930 °C) and quenched, producing a hard outer layer (> 60 HRC) for wear resistance and a tough core for shock loads. Steel-body fixed bits may be quenched and tempered after final machining. Some PDC bits also receive a cryogenic sub-ambient treatment after brazing to relieve stresses in the diamond-copper joints, improving cutter retention and life.
Quality Control (QC): Rigorous QC ensures reliability throughout the process. Dimensional checks confirm the bit meets design tolerances (gauge size, blade geometry, threads). Material certifications and hardness tests verify metallurgy. Non-destructive tests (e.g., ultrasonic) may check for voids in matrix bodies. Finished bits are balanced and static-weight tested. Threads are gauged to API or proprietary specs. Many bits are sample-tested in rock-simulation rigs for ROP or impact behavior. Manufacturers adhere to ISO 9001 (or API Spec Q1/Q2) quality systems, and API Monogram licensees must meet API Q1 requirements, encompassing ISO 9001 plus oilfield-specific controls. This structured QA/QC regime helps maintain bit consistency and supports drilling performance.
2. Advanced Manufacturing and Smart Technologies
Share Your Thoughts and Additional Information
Additive Manufacturing: 3D printing is emerging in bit production. Complex bit bodies or molds can be printed to tight tolerances. Experiments show 3D-printed PDC bit bodies can be made more quickly and with intricate internal features, enabling novel cutting structures. Additive techniques can shorten lead time and improve bit performance in practice.
Sensor-Enabled Bits: “Smart bits” incorporate sensors directly in the bit head or shank to monitor drilling. For example, Halliburton’s Cerebro® in-bit sensor package measures downhole vibration and rotational speed right at the cutting face. These real-time measurements enable adaptive drilling by analyzing high-frequency shock and RPM data. Drillers can adjust weight-on-bit or bit revolutions (RPM) to avoid damaging harmonics. Insights from in-bit sensors feed back into bit design to refine future bits, ultimately increasing ROP and run lengths.
Digital Twins and Data Analytics: Advanced software creates digital twins of the bits and drilling operations. By simulating the bit in a virtual drilling environment, engineers can predict wear patterns, torque response, and optimal cutter placement with fewer field trials. Data from downhole sensors and instrumentation (vibration, temperature, and drilling parameters) are integrated to validate the twin model. This enables iterative optimization with “fewer design iterations”, shortening development cycles for new bits. In practice, these digital tools help design bespoke bits for challenging wells, maximizing efficiency and reducing drilling costs.
3. Industry Standards and Classification
Share Your Thoughts and Additional Information
API and Quality Standards: Drill bit manufacturing is governed by API specifications and quality programs. API Spec 7-1 (and related specs) define requirements for drill bit materials and construction (e.g., hardness, steel grades, wear protection). Many manufacturers earn the API Monogram, which means they follow an API Q1 quality management system (a supplement to ISO 9001 tailored for oilfield equipment). API Q2 applies to service providers handling drilling tools. Compliance with these standards ensures that bits are traceable, consistently built, and meet industry performance criteria worldwide.
IADC Classification: The International Association of Drilling Contractors (IADC) coding system standardizes bit nomenclature. For fixed (PDC) bits, the code has four characters: the first is a letter (e.g., “M” for matrix-body or “S” for steel-body), followed by three digits. The second digit indicates cutter density or formation rating (1 = soft formation, up to 4 = hard formation, corresponding to fewer or more cutters). A three-digit code is used for roller (tricone) bits (first digit 1–3 for steel-tooth bits vs 4–8 for carbide insert bits, reflecting formation ranges). These codes help drillers select the right bit for the lithology and formation characteristics.
Quality Assurance Practices: Companies follow global best practices throughout manufacturing. Incoming steels and carbides are certified; welds are inspected; machined parts are gauged. Final bits may be pressure-tested (for fluid passage integrity) and spin-tested to verify bearing smoothness. Downhole drilling data and “dull-bit” analysis (post-run wear review) feed continuous improvement. These standards and QA/QC protocols support higher drilling efficiency by ensuring bits perform reliably under expected conditions.